बंद करना
अपनी साइट चुनें
वैश्विक
सोशल मीडिया
दृश्य: 0 लेखक: साइट संपादक प्रकाशन समय: 2025-06-28 उत्पत्ति: साइट

टिशू पेपर जंबो रोल सावधानीपूर्वक प्रक्रिया के माध्यम से बनाए जाते हैं। इसकी शुरुआत सही टिशू पेपर कच्चा माल चुनने से होती है। श्रमिक लकड़ी के गूदे को लुगदी में बदलते हैं और उसे साफ करते हैं। फिर, वे टिशू शीट बनाते हैं। प्रत्येक चरण, जैसे लुगदी बनाना, दबाना, सुखाना और क्रेपिंग, यह बदलता है कि ऊतक कितना नरम, मजबूत या शोषक है। अच्छे ऊतक को व्याकरण, तन्य शक्ति और थोकता जैसी चीजों के सावधानीपूर्वक नियंत्रण की आवश्यकता होती है। नीचे दी गई तालिका दिखाती है कि प्रत्येक चरण टिशू पेपर बनाने और उपयोग करने को कैसे प्रभावित करता है:
| चरण/संपत्ति का | महत्व/उत्पादन और रूपांतरण पर प्रभाव |
|---|---|
| व्याकरण (जीएसएम) | परिवर्तन की लागत, राशि, और मशीन का काम |
| तन्यता ताकत | इससे प्रभावित होता है कि यह कितनी अच्छी तरह चलता है और कितना मजबूत है |
| थोक | टिश्यू को मुलायम बनाता है और पैक में अच्छा दिखता है |
| क्रेपिंग प्रभाव | टिश्यू को नरम बनाता है और सोखने में बेहतर बनाता है |
| पैरेंट रोल आयाम | इसे स्थानांतरित और संग्रहीत करने का तरीका बदलता है |
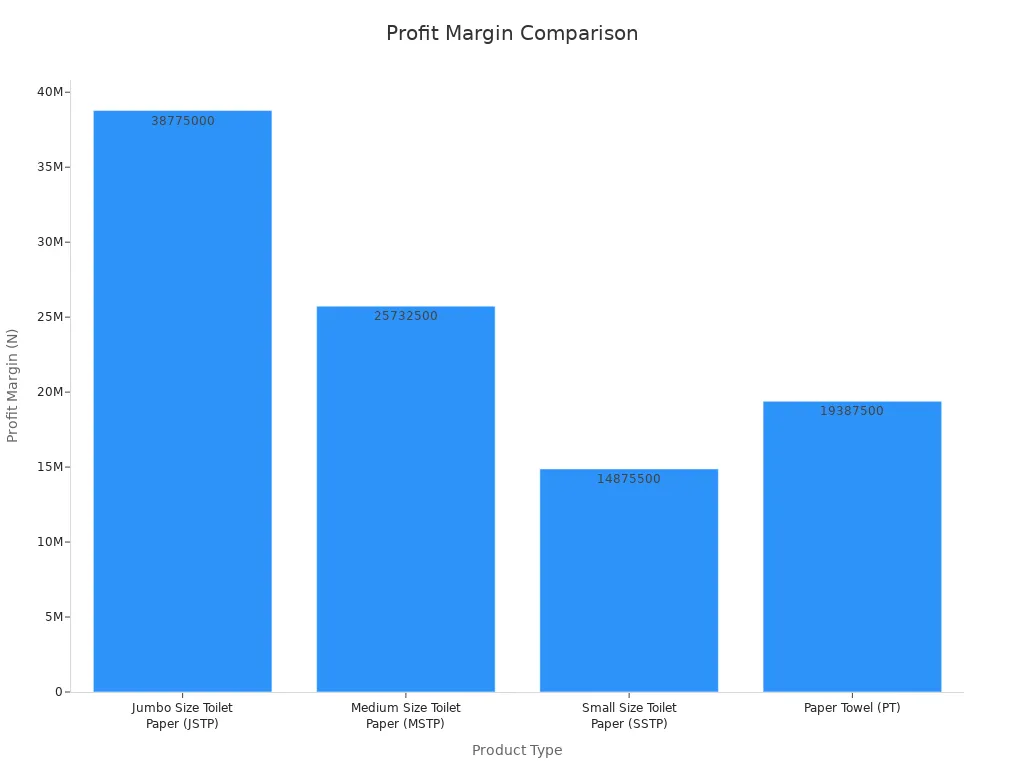
टिश्यू पेपर को अच्छे से बनाने से अधिक पैसे आ सकते हैं। नीचे दिया गया चार्ट दिखाता है कि कितना विभिन्न टिशू पेपर उत्पाद कमा सकते हैं लाभ:
सही चुनना दृढ़ लकड़ी और सॉफ्टवुड पल्प जैसे कच्चे माल यह प्रभावित करते हैं कि ऊतक कितना नरम, मजबूत और शोषक है। पल्पिंग और रिफाइनिंग से रेशे तैयार होते हैं और ऊतक की गुणवत्ता और ऊर्जा के उपयोग को संतुलित करने में मदद मिलती है। बनाना, दबाना, सुखाना और क्रेपिंग सभी ऊतक की बनावट और ताकत को बदल देते हैं। ये चरण ऊतक को नरम बनाते हैं और तरल सोखने में सक्षम बनाते हैं। घुमावदार और परिवर्तित चरण मजबूत और यहां तक कि जंबो रोल बनाते हैं। ये रोल फिर छोटे उत्पादों में काटने के लिए तैयार हैं। नियमित गुणवत्ता जांच और अच्छी पैकेजिंग ग्राहकों के लिए टिश्यू को ताज़ा, सुरक्षित और उच्च गुणवत्ता रखती है।

टिशू पेपर कच्चा माल सभी टिशू उत्पादों का आधार है। मुख्य सामग्रियाँ विभिन्न प्रकार की लकड़ी की लुगदी हैं। निर्माता दृढ़ लकड़ी और नरम लकड़ी के गूदे में से किसी एक को चुनते हैं। ब्लीच्ड यूकेलिप्टस क्राफ्ट (बीईके) जैसे दृढ़ लकड़ी के गूदे में छोटे और महीन रेशे होते हैं। सॉफ्टवुड पल्प, जैसे नॉर्दर्न ब्लीच्ड सॉफ्टवुड क्राफ्ट (एनबीएसके) में लंबे और खुरदरे रेशे होते हैं। कुछ कंपनियाँ विशेष ऊतक बनाने के लिए गैर-लकड़ी के गूदे, जैसे गेहूं का भूसा, बांस, या मिसेंथस का उपयोग करती हैं।
आप जो गूदा चुनते हैं उससे यह बदल जाता है कि ऊतक कितना नरम, मजबूत और शोषक है। प्रत्येक लकड़ी के गूदे के प्रकार की अपनी विशेषताएं होती हैं जो अंतिम ऊतक शीट को बदल देती हैं।
टिशू पेपर के कच्चे माल के गुण टिशू की गुणवत्ता को प्रभावित करते हैं। फाइबर की लंबाई, चौड़ाई और खुरदरापन ऊतक के महसूस करने और काम करने के तरीके को बदल देता है। नीचे दी गई तालिका दर्शाती है आम गूदे में मुख्य फाइबर गुण :
| फाइबर संपत्ति | बीईके (ब्लीच्ड यूकेलिप्टस क्राफ्ट) | एनबीएसके (उत्तरी ब्लीच्ड सॉफ्टवुड क्राफ्ट) | एपीएमपी गैर-लकड़ी फाइबर (गेहूं का भूसा, बांस, मिसेंथस) |
|---|---|---|---|
| फाइबर की लंबाई | एनबीएसके से छोटा | सबसे लंबे समय तक | BEK के समान, NBSK से छोटा |
| फाइबर की चौड़ाई | अधिक एकसमान | अधिक परिवर्तनशील | अधिक परिवर्तनशील |
| पतलापन अनुपात | उच्च | उच्चतम | बीईके के समान |
| फाइबर का मोटा होना | निचला | उच्च | आम तौर पर उच्चतर |
| फाइबर जनसंख्या | उच्चतम | निचला | मध्यवर्ती |
| जुर्माना सामग्री | मध्यम | मध्यम | मिसकैंथस को छोड़कर उच्चतर |
| ऊतक पर प्रभाव | नरम, भारी, शोषक | मजबूत, कम मुलायम | नरम, शोषक, कम मजबूत |
BEK जैसे छोटे, महीन रेशों वाला टिशू पेपर कच्चा माल, नरम और मोटा टिश्यू बनाता है। एनबीएसके, लंबे रेशों के साथ, ऊतक को मजबूत बनाता है। गैर-लकड़ी के रेशे कोमलता जोड़ते हैं और पानी को अवशोषित करते हैं लेकिन ऊतक को कमजोर बना सकते हैं। कच्चा माल तैयार करने से सही मिश्रण करने में मदद मिलती है लकड़ी के गूदे के रेशे । प्रत्येक ऊतक उत्पाद के लिए इन सामग्रियों को सावधानीपूर्वक चुनने और मिलाने से निर्माताओं को आवश्यकतानुसार नरम, मजबूत या शोषक टिशू पेपर बनाने में मदद मिलती है।
टिशू पेपर बनाना शुरू होता है लुगदी बनाना . श्रमिक लकड़ी के चिप्स या गैर-लकड़ी के रेशों को लुगदी में बदलते हैं। गूदा एक नरम, गीला द्रव्यमान है। यह कदम उन चीज़ों को हटा देता है जिनकी आवश्यकता नहीं है। इससे रेशे टिश्यू पेपर बनाने के लिए तैयार हो जाते हैं। पल्पिंग करने के विभिन्न तरीके हैं:
मैकेनिकल पल्पिंग में लकड़ी को पीसने के लिए मशीनों का उपयोग किया जाता है । इसके लिए बहुत सारी ऊर्जा की आवश्यकता होती है। गूदा खुरदरा होता है और ऊतक की गुणवत्ता को कम कर सकता है।
केमिकल पल्पिंग में लिग्निन को तोड़ने के लिए रसायनों का उपयोग किया जाता है। इसमें यांत्रिक पल्पिंग की तुलना में कम ऊर्जा का उपयोग होता है। लेकिन इसकी लागत अधिक हो सकती है और गूदा कम बन सकता है।
बायोपल्पिंग लिग्निन को तोड़ने के लिए छोटी जीवित चीजों का उपयोग करता है। यह अधिक गूदा देता है और पृथ्वी के लिए बेहतर है। लेकिन यह केमिकल पल्पिंग जितना अच्छा काम नहीं करता है।
कई फ़ैक्टरियाँ इन विधियों के मिश्रण का उपयोग करती हैं। यह ऊर्जा के उपयोग, गूदे की मात्रा और ऊतक की गुणवत्ता को संतुलित करने में मदद करता है।
कारखाने बांस या गेहूं के भूसे जैसी गैर-लकड़ी सामग्री का भी उपयोग करते हैं। इनसे संसाधनों और ऊर्जा की बचत होती है। ब्लीचिंग से रंग निकल जाता है और ऊतक सफेद हो जाता है। यह रेशों को भी सुरक्षित रखता है। ब्लीचिंग के नए तरीकों में कम रसायनों का उपयोग होता है और ये पृथ्वी के लिए सुरक्षित हैं।
संगति विश्लेषक और गुणवत्ता नियंत्रण प्रणालियाँ पल्पिंग प्रक्रिया पर नज़र रखती हैं। ये उपकरण लुगदी की गुणवत्ता को स्थिर रखने में मदद करते हैं। वे सुनिश्चित करते हैं कि टिशू पेपर हमेशा अच्छा हो।
गूदा निकालने के बाद, शोधन शुरू होता है. रिफाइनिंग से ऊतकों को बेहतर बनाने के लिए तंतुओं में परिवर्तन होता है। मशीनें गूदे को पीटती और ब्रश करती हैं। यह रेशों को लचीला बनाता है और उन्हें आपस में चिपकने में मदद करता है।
रिफाइनिंग से यह बदल जाता है कि ऊतक कितना नरम, मजबूत और शोषक है। रिफाइनिंग में ऊर्जा का उपयोग होता है 1.5 से 3.0 GJ प्रति टन । कुछ फ़ैक्टरियाँ कम ऊर्जा का उपयोग करके 0.6 GJ प्रति टन तक बचाती हैं। कितना शोधन किया जाता है, ऊतक की गुणवत्ता बदल जाती है। अधिक शोधन से ऊतक बनाया जा सकता है 140% मजबूत . लेकिन यह इसे 60% कम नरम और 15% कम पानी सोखने में सक्षम बना सकता है। शोधन से पहले एंजाइमों का उपयोग करने से ऊतक 6% मजबूत हो सकता है। यह गुणवत्ता खोए बिना एंजाइम के उपयोग पर 85% तक की बचत भी कर सकता है।
उन्नत नियंत्रण रिफाइनिंग को स्थिर रखने में मदद करते हैं।
परिसंपत्ति प्रबंधन मशीनों की जांच करता है और खराबी को रोकता है।
बेहतर धुलाई और निर्जलीकरण से अधिक ऊतक बनते हैं और लागत कम होती है।
टिशू पेपर बनाने के लिए सावधानीपूर्वक लुगदी और शोधन की आवश्यकता होती है। ये चरण ऊतक को नरम, मजबूत और दैनिक उपयोग के लिए पानी सोखने में अच्छा बनाते हैं।
शीट का निर्माण तब होता है जब गूदा टिशू पेपर बनने लगता है। कार्यकर्ता डालते हैं परिष्कृत लुगदी को एक तार की जाली पर डाला जाता है जिसे कपड़ा बनाना कहा जाता है। पानी बहकर रेशों की एक पतली, गीली परत छोड़ जाता है। यह चरण ऊतक को आकार देता है और नियंत्रित करता है कि यह कितना मोटा और मजबूत है। यह इस बात पर भी प्रभाव डालता है कि ऊतक कितना चिकना महसूस होता है। गठन अनुभाग बदलता है कि ऊतक पानी को कितनी अच्छी तरह सोख सकता है।
यदि शीट का निर्माण अच्छी तरह से किया जाता है, तो गुणवत्ता और गति दोनों बेहतर हो जाती है। आधुनिक मिलें इस चरण पर नज़र रखने के लिए विशेष डेटा सिस्टम का उपयोग करती हैं। ये प्रणालियाँ कम कच्चे माल का उपयोग करने और चीजों को अच्छी तरह से चलाने में मदद करती हैं। कम समस्याओं का मतलब है कि अधिक जंबो रोल तेजी से बनेंगे। ऑपरेटर प्रत्येक उत्पाद की गुणवत्ता आवश्यकताओं को पूरा करने के लिए प्रवाह और गति को बदल सकते हैं।
युक्ति: यहां तक कि टिशू शीट भी जंबो रोल को छोटे उत्पादों में बदलना आसान और तेज़ बनाती है।
नीचे दी गई तालिका दिखाती है कि प्रक्रिया में प्रत्येक चरण लुगदी और कागज को कैसे बदलता है:
| उत्पादन चरण में | मापे गए सुधार / लुगदी और कागज के गुणों पर प्रभाव |
|---|---|
| कच्चे माल की तैयारी | धातु, प्लास्टिक और छाल जैसी चीज़ों को बाहर निकालना; धोने और छांटने से गूदा साफ हो जाता है। |
| पल्पिंग | रेशे टूट जाते हैं; लिग्निन और अन्य चीजें हटा दी जाती हैं; रासायनिक गूदा मजबूत, बेहतर गूदा बनाता है। |
| रिफाइनिंग | मशीनें फाइबर की लंबाई, ताकत और लचीलेपन को बदलती हैं; यह प्रत्येक उपयोग के लिए सही कागज बनाने में मदद करता है। |
| बनाने | गीली चटाई बनाने के लिए पानी निकल जाता है; यह चरण मोटाई, मजबूती, चिकनाई और यह पानी को कितनी अच्छी तरह सोखता है, इसे नियंत्रित करता है। |
| दबाना | अधिक पानी निचोड़ा जाता है; रेशे करीब-करीब पैक हो जाते हैं और कागज मजबूत हो जाता है। |
| सुखाने | अधिकांश पानी बाहर निकाल लिया जाता है; कागज का आकार और आकार स्थिर हो जाता है। |
| परिष्करण | काटने, कोटिंग करने या रसायनों को जोड़ने से कागज चमकीला, चिकना और छपाई या पानी रखने के लिए बेहतर हो जाता है। |
बनने के बाद ऊतक को दबाने और सुखाने का काम किया जाता है। दबाने से अधिक पानी निकल जाता है और रेशे कसकर चिपक जाते हैं। यह ऊतक को मजबूत बनाता है और सुखाने के लिए ऊर्जा बचाता है।
सुखाने में बचे हुए लगभग सभी पानी को बाहर निकालने के लिए गर्म सिलेंडरों का उपयोग किया जाता है जिन्हें यांकी ड्रायर कहा जाता है। यह चरण पूरी प्रक्रिया में सबसे अधिक ऊर्जा का उपयोग करता है। दबाने की तुलना में सुखाने में दस गुना अधिक ऊर्जा खर्च हो सकती है। अधिकांश मिलों में, सुखाने में उपयोग की जाने वाली कुल ऊर्जा का 70% से अधिक हिस्सा होता है। प्रत्येक टन ऊतक के लिए, लगभग 1.51 टन भाप की आवश्यकता होती है। बेहतर नियंत्रण के साथ, मिलें केवल 1.44 टन का उपयोग कर सकती हैं, जिससे लगभग 4.6% भाप की बचत होती है। ये बचत हर साल लागत को बहुत कम कर सकती है।
| पहलू | संख्यात्मक डेटा |
|---|---|
| ऊर्जा की खपत (सुखाने) | 1.51 टन भाप प्रति टन कागज (प्रारंभिक) |
| अनुकूलित ऊर्जा खपत | 1.44 टन भाप प्रति टन कागज (अनुकूलन के बाद) |
| ऊर्जा बचत प्रतिशत | भाप की खपत में 4.6% की कमी |
| पैसे की बचत | मध्यम स्तर की मिल के लिए सालाना 1.26 × 10^6 आरएमबी |
| ऊर्जा खपत अनुपात | सुखाने में दबाने से 10 गुना ऊर्जा खर्च होती है |
| ऊर्जा खपत अनुपात | कागज बनाने की कुल ऊर्जा का 70% से अधिक सुखाने में खर्च होता है |
| सुखाने में पानी निकालना | सुखाने के दौरान गूदे से केवल 1% पानी निकाला जाता है |
| उद्योग ऊर्जा खपत | चीनी पेपर मिलों में सालाना 51.18 मिलियन टन |
| ऊर्जा खपत की प्रवृत्ति | 1.55 टीसीई/टन (2000) से घटकर 1.13 टीसीई/टन (2015) हो गया |
| शेष ऊर्जा बचत क्षमता | 15-45% संभावित ऊर्जा बचत अभी भी मौजूद है |
ऊतक को सुरक्षित रखने के लिए ऑपरेटरों को गति, गर्मी और दबाव को संतुलित करना चाहिए। अच्छी तरह सुखाने से ऊतक नरम और स्थिर रहता है, अगले चरण के लिए तैयार रहता है।
क्रेपिंग ऊतक को विशेष कोमलता और खिंचाव प्रदान करता है। इस चरण में, सूखा ऊतक गर्म यांकी ड्रायर से चिपक जाता है। एक तेज़ ब्लेड ऊतक को खुरच देता है, जिससे वह झुर्रीदार और मुड़ा हुआ हो जाता है। ये सिलवटें, जिन्हें क्रेप्स कहा जाता है, ऊतक को मोटा बनाती हैं और पानी सोखने में बेहतर बनाती हैं।
अध्ययनों से पता चलता है कि क्रेपिंग कई ऊतक विशेषताओं को बदल देती है। यह ऊतक को नरम, भारी और अधिक पानी धारण करने में सक्षम बनाता है। क्रेपिंग से मोटा आकार ऊतक को अधिक सोखने में मदद करता है। क्रेपिंग क्रिया तंतुओं को भी खींचती है और उनके आपस में चिपकने के तरीके को बदल देती है, जिससे ऊतक मजबूत और नरम दोनों हो जाते हैं। क्रेप की गुणवत्ता ब्लेड पर निर्भर करती है, यह कितना घिसा हुआ है और टिश्यू ड्रायर से कितनी अच्छी तरह चिपकता है। चिकने ब्लेड महीन क्रेप बनाते हैं जो नरम महसूस होते हैं।
नोट: ऊतक निर्माण में क्रेपिंग बहुत महत्वपूर्ण है। यह टिश्यू को नरम, रोएँदार एहसास देता है जो लोग अच्छे टिश्यू उत्पादों में चाहते हैं।
क्रेपिंग न केवल टिश्यू को बेहतर बनाती है और बेहतर बनाती है बल्कि जंबो रोल को आसानी से खोलने में भी मदद करती है। इस चरण से ऊतक मूल रोल और जंबो रोल में लपेटने के लिए तैयार हो जाता है, जिसे बाद में काटकर बिक्री के लिए पैक किया जाता है।

घुमावदार चरण टिशू पैरेंट रोल को आकार देता है। मशीन से टिश्यू पेपर निकलने के बाद बनी यह पहली बड़ी रील है। दबाव और भार को नियंत्रित करने के लिए ऑपरेटर विशेष रीलों का उपयोग करते हैं। इससे पैरेंट रोल को टाइट रखने में मदद मिलती है और भारी मात्रा में बचत होती है। नए वाइंडिंग बेल्ट पुराने तरीकों की तुलना में निप लोड को 50% से अधिक कम करते हैं। ये परिवर्तन 4% तक अधिक बोर्ड बल्क रखने में मदद करते हैं। यह टिश्यू जंबो रोल को नरम और मजबूत बनाता है।
वाइंडिंग के दौरान ऑपरेटर मुख्य संकेतों को देखते हैं। वे रैखिक भार, वेब तनाव, मोटाई, स्प्रेडर रोल और निप दबाव की जांच करते हैं। प्रत्येक चिह्न मूल रोल और अंतिम जंबो रोल को प्रभावित करता है। नीचे दी गई तालिका दिखाती है कि ये चीजें प्रक्रिया को कैसे बदलती हैं:
| प्रदर्शन संकेतक | संबंधित दोष / लक्षण | कारण | सुधार / संक्रमण प्रक्रिया पर प्रभाव |
|---|---|---|---|
| रीलिंग की शुरुआत में रैखिक भार | सीडी झुर्रियाँ, चमकदार धब्बे, सतह खरोंचें | भीतरी परतें भी ढीली | परतों को कसने के लिए रैखिक भार बढ़ाएं, रोल अखंडता में सुधार करें |
| वेब तनाव | एमडी विभाजित, शीर्ष शीट के नीचे हवा के बुलबुले | खराब मोटाई वाली प्रोफ़ाइल, स्प्रेडर रोल की खराबी | विभाजन और वायु फँसाव को कम करने के लिए वेब तनाव बढ़ाएँ |
| मोटाई प्रोफ़ाइल | एमडी विभाजन, एक तरफ कदम-जैसा विस्थापन | असमान मोटाई या किनारे ट्रिमिंग त्रुटियाँ | समान दबाव वितरण सुनिश्चित करने के लिए सही मोटाई प्रोफ़ाइल |
| स्प्रेडर रोल फ़ंक्शन | एमडी बंटवारा | ख़राब स्प्रेडर रोल | वेब की समतलता और तनाव बनाए रखने के लिए स्प्रेडर रोल को समायोजित या मरम्मत करें |
| निप दबाव | रीलिंग और वाइंडिंग के दौरान भारी नुकसान | अत्यधिक निप लोड | संक्रमण के दौरान बोर्ड बल्क को संरक्षित करने के लिए निप दबाव को नियंत्रित करें |
ऑपरेटर कैलीपर के नुकसान, सतह की फिनिश और कोटिंग की मोटाई की भी जांच करते हैं। यदि चीजें ठीक रहीं, तो कैलीपर हानि 10% से 12% के बीच रहती है। ख़राब कर्षण या बहुत अधिक दबाव हानि को 16%-20% तक बढ़ा सकता है। अच्छा कर्षण और कोई चिकना ड्रम न होने से जंबो रोल को दृढ़ और समान बनाए रखने में मदद मिलती है।
युक्ति: सावधानीपूर्वक घुमाने से जंबो रोल नरम और मजबूत रहता है। इससे तैयार उत्पादों में बदलना आसान हो जाता है।
वाइंडिंग के बाद, पैरेंट रोल कनवर्टिंग लाइन पर जाता है। यहां, पीएलसी और टचस्क्रीन जैसे स्मार्ट सिस्टम प्रक्रिया को देखते हैं और तुरंत बदल देते हैं। स्वचालित कोर फीडिंग और रिवाइंडिंग से चीजें तेज हो जाती हैं और गलतियाँ कम हो जाती हैं। ये चरण कम अपशिष्ट के साथ एक अच्छा टिशू जंबो रोल बनाने में मदद करते हैं।
एआई गुणवत्ता नियंत्रण समस्याओं का तेजी से पता लगाने के लिए सेंसर और कैमरों का उपयोग करता है। यह सुनिश्चित करता है कि प्रत्येक टिश्यू जंबो रोल उच्च मानकों को पूरा करता है। ऊर्जा-बचत करने वाली मोटरें कम बिजली का उपयोग करती हैं लेकिन आउटपुट अधिक रखती हैं। संचालक कम कच्चे माल का उपयोग करने और बर्बादी से बचने के लिए सावधानी से काटते, मोड़ते, उभारते और छेद करते हैं। पूर्वानुमानित रखरखाव और वास्तविक समय की जाँच लाइन को अच्छी तरह से चालू रखती है और डाउनटाइम को रोकती है।
परिवर्तित करने की प्रक्रिया में ये चरण हैं:
पेरेंट रोल को खोलना
बनावट और आंसू रेखाओं के लिए एम्बॉसिंग और वेध
टिश्यू को जंबो रोल बनाने के लिए मोड़ना और रिवाइंड करना
शिपिंग के लिए पैकेजिंग
गुणवत्ता जांच कोमलता, मजबूती और अवशोषण क्षमता को देखती है। पैकेजिंग जंबो रोल को शिपिंग और भंडारण के दौरान सुरक्षित रखती है। अच्छा टिशू जंबो रोल उत्पादन को स्थिर, उच्च गुणवत्ता वाले रोल बनाने के लिए इन सभी चरणों की आवश्यकता होती है।
ध्यान दें: आधुनिक परिवर्तित लाइनें तेजी से और कम अपशिष्ट के साथ टिशू जंबो रोल बनाने में मदद करती हैं। यह गुणवत्ता और पर्यावरण की देखभाल दोनों का समर्थन करता है।
गुणवत्ता नियंत्रण यह सुनिश्चित करता है कि प्रत्येक टिशू जंबो रोल अच्छा है। कर्मचारी हर कदम पर ऊतक की जांच के लिए विशेष मशीनों का उपयोग करते हैं। वे कोमलता, मजबूती, मोटाई और यह कितनी अच्छी तरह पानी सोखता है, इसका परीक्षण करते हैं। ये परीक्षण श्रमिकों को समस्याओं का शीघ्र पता लगाने और उन्हें तेजी से ठीक करने में मदद करते हैं।
कई फ़ैक्टरियाँ गुणवत्ता को उच्च और अपशिष्ट को कम रखने के लिए स्वचालित प्रणालियों का उपयोग करती हैं। उदाहरण के लिए:
रिवाइंडर्स स्वयं रोल स्विच कर सकते हैं और कोर आकार और रोल टाइटनेस जैसी सेटिंग्स बदल सकते हैं। उनके पास ऐसी प्रणालियाँ भी हैं जो समस्याओं का तुरंत पता लगा लेती हैं।
लॉग आरी से टिश्यू रोल को तेज, तेज़ ब्लेड से काटा जाता है। ये मशीनें सुनिश्चित करती हैं कि प्रत्येक रोल का आकार और आकृति समान हो।
एम्बॉसर्स पैटर्न को ऊतक में दबाते हैं। यह ऊतक को नरम बनाता है और उसे अधिक पानी सोखने में मदद करता है।
ऊतक को सपाट और चिकना बनाए रखने के लिए अनवाइंड तनाव नियंत्रण का उपयोग करते हैं।
एक्युमुलेटर बफ़र्स के रूप में काम करते हैं, इसलिए यदि एक हिस्सा बंद हो जाता है तो मशीनें चलती रहती हैं।
फ़ैक्टरियाँ सख्त नियमों का पालन करती हैं, विशेषकर चिकित्सा ऊतकों के लिए। ये नियम लोगों के उपयोग के लिए टिश्यू को सुरक्षित और साफ रखने में मदद करते हैं।
टिप: नियमित परीक्षण और मशीन जांच से ऊतक की गुणवत्ता स्थिर रखने और अपशिष्ट कम करने में मदद मिलती है।
परीक्षण के बाद, कर्मचारी टिशू जंबो रोल को जहाज के लिए तैयार कर लेते हैं। वे प्रत्येक रोल के सिरे को गोंद या हीट-सील करने के लिए टेलसीलर्स का उपयोग करते हैं। यह परिवहन के दौरान ऊतक को पूर्ववत होने से बचाता है। अच्छी सीलिंग ऊतक की सुरक्षा करती है और पैकेजिंग को आसान बनाती है।
पैकेजिंग टीमें जंबो रोल को मजबूत, सुरक्षात्मक सामग्री में लपेटती हैं। वे प्रत्येक रोल पर आकार, वजन और बैच नंबर जैसे विवरण के साथ लेबल लगाते हैं। इससे ट्रैकिंग और गुणवत्ता नियंत्रण में मदद मिलती है।
भंडारण क्षेत्र साफ और सूखा होना चाहिए। क्षति को रोकने के लिए श्रमिक जंबो रोल को सावधानी से जमा करते हैं। वे रोल को ज़मीन से दूर रखने के लिए रैक या पैलेट का उपयोग करते हैं। अच्छा भंडारण ऊतक को ताजा और वितरण के लिए तैयार रखता है।
ध्यान दें: सावधानीपूर्वक पैकेजिंग और भंडारण ऊतक को धूल, पानी और क्षति से बचाता है, ताकि ग्राहकों को उच्च गुणवत्ता वाले उत्पाद मिलें।
टिश्यू पेपर जंबो रोल बनाने में कई चरण होते हैं। सबसे पहले, श्रमिक कच्चा माल चुनें . फिर, वे पल्पिंग और रिफाइनिंग करते हैं। इसके बाद, वे शीट बनाते हैं, दबाते हैं और सुखाते हैं। उसके बाद, क्रेपिंग, वाइंडिंग और कनवर्टिंग होती है। अंत में, ऊतक की जांच के लिए गुणवत्ता नियंत्रण होता है।
प्रक्रिया का प्रत्येक भाग बदलता है कि ऊतक कितना नरम, मजबूत या शोषक है।
प्रत्येक चरण को बारीकी से देखने से कंपनियों को अच्छा टिश्यू बनाने और अच्छा काम करने में मदद मिलती है।
आपूर्तिकर्ता चुनते समय या टिश्यू बनाने का तरीका चुनते समय, खरीदारों को हर चरण की जांच करनी चाहिए। अच्छी गुणवत्ता और सुचारु कार्य के लिए शुरू से अंत तक मजबूत नियंत्रण की आवश्यकता होती है।
टिशू पेपर जंबो रोल टिशू पेपर का एक बड़ा, निरंतर रोल है। फ़ैक्टरियाँ इन रोल्स का उपयोग टॉयलेट पेपर, नैपकिन या चेहरे के टिश्यू जैसे छोटे टिशू उत्पाद बनाने के लिए करती हैं।
निर्माता कोमलता और भारीपन के लिए दृढ़ लकड़ी के गूदे का उपयोग करते हैं। वे मजबूती के लिए सॉफ्टवुड पल्प का उपयोग करते हैं। दोनों प्रकार के मिश्रण से ऐसे ऊतक बनाने में मदद मिलती है जो नरम महसूस होते हैं लेकिन आसानी से फटते नहीं हैं।
क्रेपिंग टिशू पेपर को नरम और फूला हुआ बनाता है। यह प्रक्रिया कागज पर छोटी-छोटी तहें जोड़ती है। ये सिलवटें ऊतकों को अधिक पानी सोखने और त्वचा पर कोमलता महसूस करने में मदद करती हैं।
कर्मचारी कोमलता, मजबूती, मोटाई और अवशोषण क्षमता का परीक्षण करते हैं। उत्पादन के दौरान मशीनें इन विशेषताओं की जांच करती हैं। नियमित परीक्षण से समस्याओं को जल्दी पकड़ने में मदद मिलती है और ऊतक की गुणवत्ता उच्च बनी रहती है।
टिशू जंबो रोल को एक साफ, सूखे भंडारण क्षेत्र की आवश्यकता होती है। श्रमिक पैलेट या रैक पर रोल जमा करते हैं। अच्छा भंडारण ऊतक को धूल, पानी और क्षति से बचाता है।













