close
Choose Your Site
Global
Social Media
Views: 0 Author: Site Editor Publish Time: 2025-06-28 Origin: Site

Tissue paper jumbo rolls are made through a careful process. It starts with picking the right tissue paper raw material. Workers turn wood pulp into pulp and clean it. Then, they make the tissue sheet. Each step, like pulping, pressing, drying, and creping, changes how soft, strong, or absorbent the tissue is. Good tissue needs careful control of things like grammage, tensile strength, and bulk. The table below shows how each step affects making and using tissue paper:
| Stage/Property | Importance / Impact on Production and Converting |
|---|---|
| Grammage (GSM) | Changes cost, amount made, and machine work |
| Tensile Strength | Affects how well it runs and how strong it is |
| Bulk | Makes tissue feel soft and look good in packs |
| Creping Effect | Makes tissue softer and better at soaking up |
| Parent Roll Dimensions | Changes how it is moved and stored |
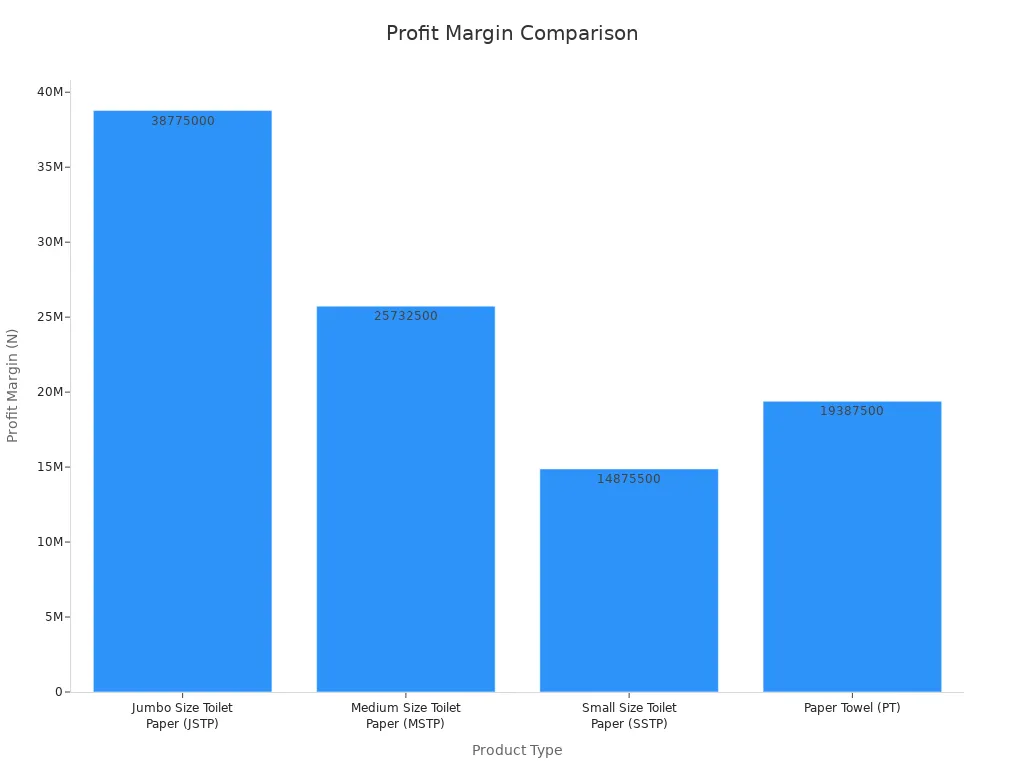
Making tissue paper well can bring in more money. The chart below shows how much profit different tissue paper products can make:
Picking the right raw materials like hardwood and softwood pulp affects how soft, strong, and absorbent the tissue is. Pulping and refining get the fibers ready and help balance tissue quality and energy use. Forming, pressing, drying, and creping all change the tissue’s texture and strength. These steps make the tissue soft and able to soak up liquid. Winding and converting steps make strong and even jumbo rolls. These rolls are then ready to be cut into smaller products. Regular quality checks and good packaging keep the tissue fresh, safe, and high quality for customers.

Tissue paper raw material is the base for all tissue products. The main materials are different types of wood pulp. Makers pick between hardwood and softwood pulps. Hardwood pulps, like Bleached Eucalyptus Kraft (BEK), have short and fine fibers. Softwood pulps, such as Northern Bleached Softwood Kraft (NBSK), have long and rough fibers. Some companies use non-wood pulps, like wheat straw, bamboo, or miscanthus, to make special tissue.
The pulp you pick changes how soft, strong, and absorbent the tissue is. Each wood pulp type has its own features that change the final tissue sheet.
The properties of tissue paper raw material affect tissue quality. Fiber length, width, and roughness change how tissue feels and works. The table below shows the main fiber properties in common pulps:
| Fiber Property | BEK (Bleached Eucalyptus Kraft) | NBSK (Northern Bleached Softwood Kraft) | APMP Non-Wood Fibers (Wheat Straw, Bamboo, Miscanthus) |
|---|---|---|---|
| Fiber Length | Shorter than NBSK | Longest | Similar to BEK, shorter than NBSK |
| Fiber Width | More uniform | More variable | More variable |
| Slenderness Ratio | High | Highest | Similar to BEK |
| Fiber Coarseness | Lower | Higher | Generally higher |
| Fiber Population | Highest | Lower | Intermediate |
| Fines Content | Moderate | Moderate | Higher, except miscanthus |
| Impact on Tissue | Soft, bulky, absorbent | Strong, less soft | Soft, absorbent, less strong |
Tissue paper raw material with short, fine fibers, like BEK, makes soft and thick tissue. NBSK, with long fibers, makes tissue stronger. Non-wood fibers add softness and absorb water but can make tissue weaker. Getting the raw material ready helps mix the right wood pulp fibers for each tissue product. Picking and mixing these materials with care lets makers create tissue paper that is soft, strong, or absorbent as needed.
Tissue paper making starts with pulping. Workers turn wood chips or non-wood fibers into pulp. Pulp is a soft, wet mass. This step removes things that are not needed. It gets the fibers ready for making tissue paper. There are different ways to do pulping:
Mechanical pulping uses machines to grind wood. It needs lots of energy. The pulp is rough and can lower tissue quality.
Chemical pulping uses chemicals to break down lignin. It uses less energy than mechanical pulping. But it can cost more and make less pulp.
Biopulping uses tiny living things to break down lignin. It gives more pulp and is better for the earth. But it does not work as well as chemical pulping.
Many factories use a mix of these methods. This helps balance energy use, pulp amount, and tissue quality.
Factories also use non-wood materials like bamboo or wheat straw. These save resources and energy. Bleaching takes out color and makes the tissue whiter. It also keeps the fibers safe. New bleaching ways use fewer chemicals and are safer for the earth.
Consistency analyzers and quality control systems watch the pulping process. These tools help keep pulp quality steady. They make sure the tissue paper is always good.
After pulping, refining starts. Refining changes the fibers to make tissue better. Machines beat and brush the pulp. This makes fibers bendy and helps them stick together.
Refining changes how soft, strong, and absorbent tissue is. Energy use in refining is from 1.5 to 3.0 GJ per ton. Some factories save up to 0.6 GJ per ton by using less energy. How much refining is done changes tissue quality. More refining can make tissue 140% stronger. But it can make it 60% less soft and 15% less able to soak up water. Using enzymes before refining can make tissue 6% stronger. It can also save up to 85% on enzyme use without losing quality.
Advanced controls help keep refining steady.
Asset management checks machines and stops breakdowns.
Better washing and dewatering make more tissue and lower costs.
Tissue paper making needs careful pulping and refining. These steps make tissue soft, strong, and good at soaking up water for daily use.
Sheet formation is when pulp starts to become tissue paper. Workers pour the refined pulp onto a wire mesh called forming fabric. Water drains out, leaving a thin, wet layer of fibers. This step shapes the tissue and controls how thick and strong it is. It also affects how smooth the tissue feels. The forming section changes how well the tissue can soak up water.
If sheet formation is done well, both quality and speed get better. Modern mills use special data systems to watch this step. These systems help use less raw material and keep things running well. Fewer problems mean more jumbo rolls made faster. Operators can change the flow and speed to meet quality needs for each product.
Tip: Even tissue sheets make it easier and quicker to turn jumbo rolls into smaller products.
The table below shows how each stage in the process changes the pulp and paper:
| Production Stage | Measured Improvements / Effects on Pulp and Paper Properties |
|---|---|
| Preparation of Raw Materials | Taking out things like metals, plastics, and bark; washing and sorting make the pulp cleaner. |
| Pulping | Fibers break down; lignin and other things are removed; chemical pulping makes stronger, better pulp. |
| Refining | Machines change fiber length, strength, and flexibility; this helps make the right paper for each use. |
| Forming | Water drains to form a wet mat; this step controls thickness, strength, smoothness, and how well it soaks up water. |
| Pressing | More water is squeezed out; fibers get packed closer and paper gets stronger. |
| Drying | Most water is taken out; paper size and shape become steady. |
| Finishing | Cutting, coating, or adding chemicals makes the paper brighter, smoother, and better for printing or holding water. |
After forming, the tissue goes to pressing and drying. Pressing squeezes out more water and packs fibers tighter. This makes the tissue stronger and saves energy for drying.
Drying uses hot cylinders called Yankee dryers to take out almost all the water left. This step uses the most energy in the whole process. Drying can use ten times more energy than pressing. In most mills, drying is over 70% of all the energy used. For every ton of tissue, about 1.51 tons of steam is needed. With better controls, mills can use only 1.44 tons, saving about 4.6% steam. These savings can lower costs a lot each year.
| Aspect | Numerical Data |
|---|---|
| Energy consumption (drying) | 1.51 t steam per ton of paper (initial) |
| Optimized energy consumption | 1.44 t steam per ton of paper (after optimization) |
| Energy saving percentage | 4.6% reduction in steam consumption |
| Cost saving | 1.26 × 10^6 RMB annually for a medium-scale mill |
| Energy consumption ratio | Drying uses 10 times the energy of pressing |
| Energy consumption proportion | Drying accounts for over 70% of total papermaking energy |
| Water removal in drying | Only 1% of pulp water content removed during drying |
| Industry energy consumption | 51.18 Mtce annually in Chinese paper mills |
| Energy consumption trend | Decreased from 1.55 tce/ton (2000) to 1.13 tce/ton (2015) |
| Remaining energy saving potential | 15–45% potential energy savings still exist |
Operators must balance speed, heat, and pressure to keep tissue safe. Good drying keeps tissue soft and steady, ready for the next step.
Creping gives tissue its special softness and stretch. In this step, the dry tissue sticks to the hot Yankee dryer. A sharp blade scrapes the tissue off, making it wrinkle and fold. These folds, called crepes, make the tissue thicker and better at soaking up water.
Studies show creping changes many tissue features. It makes tissue softer, bulkier, and able to hold more water. The thicker shape from creping helps tissue soak up more. The creping action also stretches fibers and changes how they stick together, making tissue both stronger and softer. The quality of the crepe depends on the blade, how worn it is, and how well the tissue sticks to the dryer. Smoother blades make finer crepes that feel softer.
Note: Creping is very important in tissue making. It gives tissue the soft, fluffy feel people want in good tissue products.
Creping not only makes tissue feel and look better but also helps jumbo rolls unwind easily. This step gets the tissue ready to be wound into parent rolls and jumbo rolls, which are then cut and packed for sale.

The winding step shapes the tissue parent roll. This is the first big reel made after tissue paper leaves the machine. Operators use special reels to control pressure and load. This helps keep the parent roll tight and saves bulk. New winding belts lower nip loads by over 50% compared to old ways. These changes help keep up to 4% more board bulk. This makes the tissue jumbo roll soft and strong.
Operators watch key signs during winding. They check linear load, web tension, thickness, spreader roll, and nip pressure. Each sign affects the parent roll and the final jumbo roll. The table below shows how these things change the process:
| Performance Indicator | Related Defect / Symptom | Cause | Correction / Impact on Transition Process |
|---|---|---|---|
| Linear load at beginning of reeling | CD wrinkles, glossy spots, surface scratches | Inner layers too loose | Increase linear load to tighten layers, improving roll integrity |
| Web tension | MD splits, air bubbles under top sheet | Poor thickness profile, spreader roll malfunction | Increase web tension to reduce splits and air entrapment |
| Thickness profile | MD splits, step-like displacement on one side | Uneven thickness or edge trimming errors | Correct thickness profile to ensure even pressure distribution |
| Spreader roll function | MD splits | Malfunctioning spreader roll | Adjust or repair spreader roll to maintain web flatness and tension |
| Nip pressure | Bulk loss during reeling and winding | Excessive nip load | Control nip pressure to preserve board bulk during transition |
Operators also check caliper loss, surface finish, and coating thickness. If things go well, caliper loss stays between 10% and 12%. Bad traction or too much pressure can raise loss to 16%–20%. Good traction and no slick drums help keep the jumbo roll firm and even.
Tip: Careful winding keeps the jumbo roll soft and strong. This makes it easier to turn into finished products.
After winding, the parent roll goes to the converting line. Here, smart systems like PLC and touchscreens watch and change the process right away. Automatic core feeding and rewinding make things faster and cut down on mistakes. These steps help make a good tissue jumbo roll with less waste.
AI quality control uses sensors and cameras to find problems fast. This makes sure every tissue jumbo roll meets high standards. Energy-saving motors use less power but keep output high. Operators cut, fold, emboss, and perforate with care to use less raw material and avoid waste. Predictive maintenance and real-time checks keep the line running well and stop downtime.
The converting process has these steps:
Unwinding the parent roll
Embossing and perforation for texture and tear lines
Folding and rewinding to make the tissue jumbo roll
Packaging for shipping
Quality checks look at softness, strength, and absorbency. Packaging keeps the jumbo roll safe during shipping and storage. Good tissue jumbo roll production needs all these steps to make steady, high-quality rolls.
Note: Modern converting lines help make tissue jumbo rolls fast and with little waste. This supports both quality and caring for the environment.
Quality control makes sure each tissue jumbo roll is good. Workers use special machines to check the tissue at every step. They test for softness, strength, thickness, and how well it soaks up water. These tests help workers find problems early and fix them fast.
Many factories use automatic systems to keep quality high and waste low. For example:
Rewinders can switch rolls by themselves and change settings like core size and roll tightness. They also have systems that spot problems quickly.
Log saws cut tissue rolls with sharp, fast blades. These machines make sure every roll is the same size and shape.
Embossers press patterns into the tissue. This makes the tissue softer and helps it soak up more water.
Unwinds use tension controls to keep the tissue flat and smooth.
Accumulators work as buffers, so machines keep running if one part stops.
Factories follow strict rules, especially for medical tissues. These rules help keep the tissue safe and clean for people to use.
Tip: Regular testing and machine checks help keep tissue quality steady and lower waste.
After testing, workers get the tissue jumbo rolls ready to ship. They use tailsealers to glue or heat-seal the end of each roll. This keeps the tissue from coming undone during transport. Good sealing protects the tissue and makes packaging easier.
Packaging teams wrap the jumbo rolls in strong, protective materials. They put labels on each roll with details like size, weight, and batch number. This helps with tracking and quality control.
Storage areas must be clean and dry. Workers stack the jumbo rolls carefully to stop damage. They use racks or pallets to keep the rolls off the ground. Good storage keeps the tissue fresh and ready to deliver.
Note: Careful packaging and storage protect the tissue from dust, water, and damage, so customers get high-quality products.
Making a tissue paper jumbo roll has many steps. First, workers pick the raw material. Then, they do pulping and refining. Next, they form the sheet, press, and dry it. After that, creping, winding, and converting happen. Last, there is quality control to check the tissue.
Each part of the process changes how soft, strong, or absorbent the tissue is.
Watching each step closely helps companies make good tissue and work well.
When picking a supplier or how to make tissue, buyers should check every step. Good quality and smooth work need strong control from beginning to end.
A tissue paper jumbo roll is a large, continuous roll of tissue paper. Factories use these rolls to make smaller tissue products like toilet paper, napkins, or facial tissues.
Manufacturers use hardwood pulp for softness and bulk. They use softwood pulp for strength. Mixing both types helps create tissue that feels soft but does not tear easily.
Creping makes tissue paper soft and fluffy. The process adds tiny folds to the paper. These folds help the tissue absorb more water and feel gentle on the skin.
Workers test for softness, strength, thickness, and absorbency. Machines check these features during production. Regular testing helps catch problems early and keeps the tissue quality high.
Tissue jumbo rolls need a clean, dry storage area. Workers stack rolls on pallets or racks. Good storage protects the tissue from dust, water, and damage.













