cerca
Elija su sitio
Global
Redes Sociales
Vistas: 0 Autor: Editor del sitio Hora de publicación: 2025-06-28 Origen: Sitio

Los rollos gigantes de papel tisú se elaboran mediante un proceso cuidadoso. Todo comienza con la elección de la materia prima de papel tisú adecuada. Los trabajadores convierten la pulpa de madera en pulpa y la limpian. Luego, hacen la lámina de tejido. Cada paso, como despulpar, prensar, secar y crepar, cambia el grado de suavidad, resistencia o absorción del tejido. Un buen tejido necesita un control cuidadoso de aspectos como el gramaje, la resistencia a la tracción y el volumen. La siguiente tabla muestra cómo cada paso afecta la fabricación y el uso de papel tisú:
| Etapa/Propiedad | Importancia/Impacto en la producción y la conversión |
|---|---|
| Gramaje (GSM) | Costo de los cambios, cantidad realizada y trabajo de la máquina. |
| Resistencia a la tracción | Afecta qué tan bien funciona y qué tan fuerte es. |
| A granel | Hace que el tejido se sienta suave y luzca bien en paquetes. |
| Efecto crepado | Suaviza el tejido y lo absorbe mejor. |
| Dimensiones del rollo principal | Cambia la forma en que se mueve y almacena. |
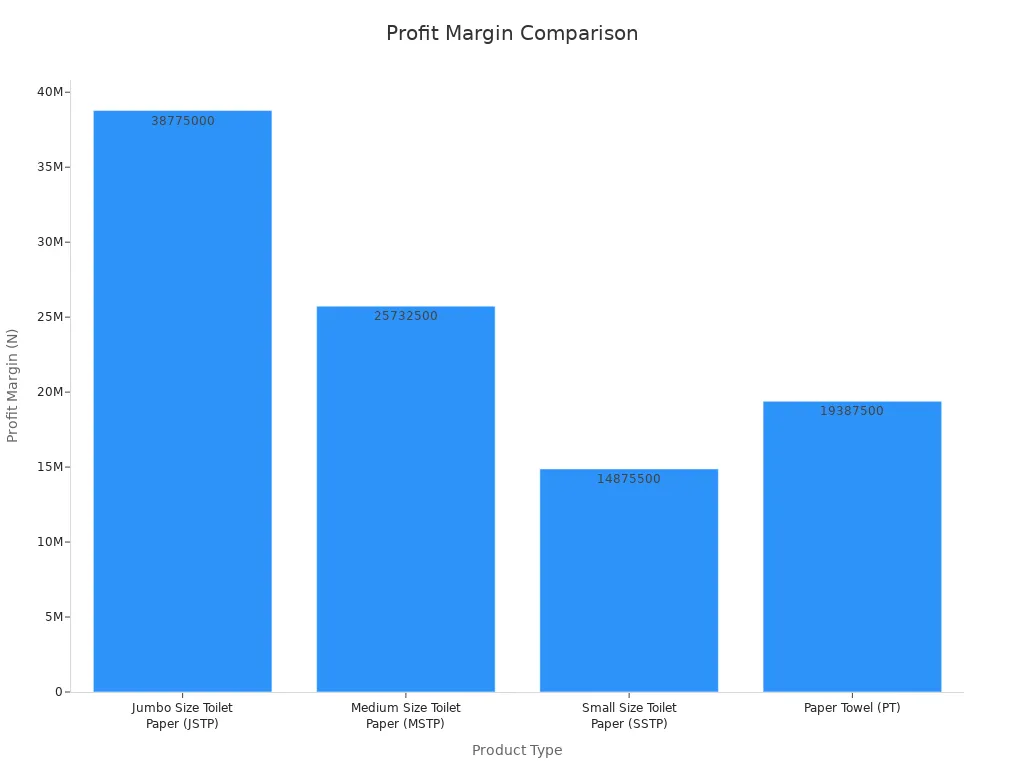
Hacer bien el papel de seda puede generar más dinero. El siguiente cuadro muestra cuánto Los diferentes productos de papel tisú pueden generar beneficios:
Escoger lo correcto Las materias primas como la pulpa de madera dura y blanda afectan la suavidad, resistencia y absorción del tejido. La pulpa y el refinado preparan las fibras y ayudan a equilibrar la calidad del tejido y el uso de energía. La formación, el prensado, el secado y el crepado cambian la textura y la resistencia del tejido. Estos pasos hacen que el tejido sea suave y capaz de absorber líquido. Los escalones de bobinado y conversión producen rollos fuertes y uniformes. Estos rollos ya están listos para cortarse en productos más pequeños. Los controles de calidad periódicos y un buen embalaje mantienen el tejido fresco, seguro y de alta calidad para los clientes.

La materia prima del papel tisú es la base de todos los productos tisú. Los materiales principales son diferentes tipos de pulpa de madera. Los fabricantes eligen entre pulpas de madera dura y blanda. Las pulpas de madera dura, como la Kraft de eucalipto blanqueada (BEK), tienen fibras cortas y finas. Las pulpas de madera blanda, como Northern Bleached Softwood Kraft (NBSK), tienen fibras largas y rugosas. Algunas empresas utilizan pulpas que no son de madera, como paja de trigo, bambú o miscanthus, para fabricar tejidos especiales.
La pulpa que escojas cambia la suavidad, la resistencia y la absorción del tejido. Cada tipo de pulpa de madera tiene sus propias características que cambian la hoja de tejido final.
Las propiedades de la materia prima del papel tisú afectan la calidad del tejido. La longitud, el ancho y la rugosidad de la fibra cambian la sensación y el funcionamiento del tejido. La siguiente tabla muestra la Principales propiedades de las fibras en las pulpas comunes :
| Propiedad de la fibra | BEK (Kraft de eucalipto blanqueado) | NBSK (Kraft de madera blanda blanqueada del norte) | APMP Fibras no madereras (paja de trigo, bambú, miscanto) |
|---|---|---|---|
| Longitud de la fibra | Más corto que NBSK | más largo | Similar a BEK, más corto que NBSK |
| Ancho de fibra | Más uniforme | Más variables | Más variables |
| Relación de esbeltez | Alto | más alto | Similar a BEK |
| Grosor de la fibra | Más bajo | Más alto | Generalmente más alto |
| Población de fibra | más alto | Más bajo | Intermedio |
| Contenido de multas | Moderado | Moderado | Superior, excepto miscanthus |
| Impacto en el tejido | Suave, voluminoso, absorbente | Fuerte, menos suave | Suave, absorbente, menos fuerte. |
La materia prima del papel tisú con fibras cortas y finas, como BEK, produce tejidos suaves y gruesos. NBSK, con fibras largas, fortalece el tejido. Las fibras no leñosas añaden suavidad y absorben agua, pero pueden debilitar el tejido. Preparar la materia prima ayuda a mezclar la cantidad adecuada. fibras de pulpa de madera para cada producto tisú. Escoger y mezclar estos materiales con cuidado permite a los fabricantes crear papel de seda suave, fuerte o absorbente según sea necesario.
La fabricación de papel tisú comienza con despulpado . Los trabajadores convierten astillas de madera o fibras no madereras en pulpa. La pulpa es una masa blanda y húmeda. Este paso elimina cosas que no son necesarias. Prepara las fibras para hacer papel de seda. Hay diferentes formas de hacer pulpa:
La pulpa mecánica utiliza máquinas para moler madera . Necesita mucha energía. La pulpa es rugosa y puede disminuir la calidad del tejido.
La pulpa química utiliza productos químicos para descomponer la lignina. Utiliza menos energía que la pulpa mecánica. Pero puede costar más y producir menos pulpa.
La biopulping utiliza pequeños seres vivos para descomponer la lignina. Da más pulpa y es mejor para la tierra. Pero no funciona tan bien como la pulpa química.
Muchas fábricas utilizan una combinación de estos métodos. Esto ayuda a equilibrar el uso de energía, la cantidad de pulpa y la calidad del tejido.
Las fábricas también utilizan materiales no madereros como el bambú o la paja de trigo. Estos ahorran recursos y energía. El blanqueamiento elimina el color y blanquea el tejido. También mantiene las fibras seguras. Las nuevas formas de blanquear utilizan menos productos químicos y son más seguras para el planeta.
Los analizadores de consistencia y los sistemas de control de calidad vigilan el proceso de fabricación de pasta. Estas herramientas ayudan a mantener estable la calidad de la pulpa. Se aseguran de que el papel de seda siempre esté en buen estado.
Después del despulpado, comienza la refinación . El refinamiento cambia las fibras para mejorar el tejido. Las máquinas baten y cepillan la pulpa. Esto hace que las fibras se doblen y ayuda a que se peguen entre sí.
El refinado cambia la suavidad, la resistencia y la absorción del tejido. El uso de energía en la refinación proviene de 1,5 a 3,0 GJ por tonelada . Algunas fábricas ahorran hasta 0,6 GJ por tonelada utilizando menos energía. La cantidad de refinado que se realiza cambia la calidad del tejido. Más refinamiento puede producir tejido 140% más fuerte . Pero puede hacerlo un 60% menos blando y un 15% menos capaz de absorber agua. El uso de enzimas antes del refinado puede fortalecer el tejido un 6%. También puede ahorrar hasta un 85 % en el uso de enzimas sin perder calidad.
Los controles avanzados ayudan a mantener estable el refinado.
La gestión de activos controla las máquinas y evita averías.
Un mejor lavado y deshidratación genera más tejido y reduce los costos.
La fabricación de papel tisú necesita un cuidadoso despulpado y refinamiento. Estos pasos hacen que el tejido sea suave, fuerte y bueno para absorber agua para el uso diario.
La formación de hojas es cuando la pulpa comienza a convertirse en papel de seda. Los trabajadores vierten el pulpa refinada sobre una malla de alambre llamada tejido formador. El agua se drena, dejando una capa fina y húmeda de fibras. Este paso da forma al tejido y controla su grosor y resistencia. También afecta la suavidad que se siente el tejido. La sección de formación cambia la capacidad del tejido para absorber agua.
Si la formación de la hoja se realiza bien, tanto la calidad como la velocidad mejoran. Las fábricas modernas utilizan sistemas de datos especiales para controlar este paso. Estos sistemas ayudan a utilizar menos materia prima y a mantener todo funcionando bien. Menos problemas significan más rollos gigantes hechos más rápido. Los operadores pueden cambiar el flujo y la velocidad para satisfacer las necesidades de calidad de cada producto.
Consejo: Incluso las hojas de papel tisú hacen que sea más fácil y rápido convertir rollos gigantes en productos más pequeños.
La siguiente tabla muestra cómo cada etapa del proceso cambia la pulpa y el papel:
| Etapa de producción | Mejoras medidas/efectos en las propiedades de la pulpa y el papel |
|---|---|
| Preparación de Materias Primas | Sacar cosas como metales, plásticos y cortezas; lavar y clasificar hace que la pulpa sea más limpia. |
| despulpado | Las fibras se descomponen; se eliminan la lignina y otras cosas; La pulpa química produce una pulpa mejor y más fuerte. |
| Refinación | Las máquinas cambian la longitud, la fuerza y la flexibilidad de las fibras; esto ayuda a crear el papel adecuado para cada uso. |
| formando | El agua se drena para formar una estera húmeda; este paso controla el espesor, la fuerza, la suavidad y qué tan bien absorbe el agua. |
| Prensado | Se exprime más agua; Las fibras se apiñan y el papel se vuelve más fuerte. |
| El secado | Se extrae la mayor parte del agua; el tamaño y la forma del papel se estabilizan. |
| Refinamiento | Cortar, recubrir o agregar productos químicos hace que el papel sea más brillante, más suave y mejor para imprimir o retener agua. |
Después de formarse, la tela se prensa y seca. Al presionar se exprime más agua y las fibras se compactan más. Esto fortalece el tejido y ahorra energía para el secado.
El secado utiliza cilindros calientes llamados secadores Yankee para sacar casi toda el agua restante. Este paso utiliza la mayor cantidad de energía en todo el proceso. El secado puede consumir diez veces más energía que el prensado. En la mayoría de las fábricas, el secado representa más del 70% de toda la energía utilizada. Por cada tonelada de tejido, aproximadamente 1,51 toneladas de vapor . Se necesitan Con mejores controles, las fábricas pueden utilizar sólo 1,44 toneladas, ahorrando aproximadamente un 4,6% de vapor. Estos ahorros pueden reducir mucho los costos cada año.
| Aspecto | Datos Numéricos |
|---|---|
| Consumo de energía (secado) | 1,51 t de vapor por tonelada de papel (inicial) |
| Consumo de energía optimizado | 1,44 t de vapor por tonelada de papel (después de la optimización) |
| Porcentaje de ahorro de energía | Reducción del 4,6% en el consumo de vapor |
| Ahorro de costes | 1,26 × 10^6 RMB al año para una fábrica de mediana escala |
| Relación de consumo de energía | El secado utiliza 10 veces la energía del prensado. |
| Proporción de consumo de energía | El secado representa más del 70% de la energía total de la fabricación de papel |
| Eliminación de agua en el secado. | Sólo se elimina el 1% del contenido de agua de la pulpa durante el secado. |
| Consumo de energía de la industria | 51,18 Mtce al año en las fábricas de papel chinas |
| Tendencia del consumo de energía | Disminuido de 1,55 tec/tonelada (2000) a 1,13 tec/tonelada (2015) |
| Potencial de ahorro de energía restante | Todavía existe entre un 15 y un 45 % de ahorro potencial de energía |
Los operadores deben equilibrar la velocidad, el calor y la presión para mantener el tejido seguro. Un buen secado mantiene el tejido suave y estable, listo para el siguiente paso.
El crepado confiere al tejido su especial suavidad y elasticidad. En este paso, el tejido seco se adhiere a la secadora Yankee caliente. Una cuchilla afilada raspa el tejido, haciéndolo arrugarse y doblarse. Estos pliegues, llamados crepes, hacen que el tejido sea más grueso y absorba mejor el agua.
Los estudios muestran que el crepado cambia muchas características del tejido. Hace que el tejido sea más suave, más voluminoso y capaz de retener más agua. La forma más gruesa del crepado ayuda a que el tejido se absorba más. La acción de crespado también estira las fibras y cambia la forma en que se unen, haciendo que el tejido sea más fuerte y más suave. La calidad del crepé depende de la cuchilla, de su desgaste y de lo bien que se adhiera el pañuelo a la secadora. Las hojas más suaves crean crepes más finos que se sienten más suaves.
Nota: El crepado es muy importante en la fabricación de pañuelos. Le da al tisú la sensación suave y esponjosa que la gente desea en buenos productos de tisú.
El crepado no sólo hace que el tejido se sienta y se vea mejor, sino que también ayuda a que los rollos gigantes se desenrollen fácilmente. Este paso prepara el tejido para enrollarlo en rollos principales y rollos gigantes, que luego se cortan y empaquetan para la venta.

El paso de enrollado da forma al rollo principal de tejido. Esta es la primera bobina grande que se fabrica después de que el papel de seda sale de la máquina. Los operadores utilizan carretes especiales para controlar la presión y la carga. Esto ayuda a mantener el rollo principal ajustado y ahorra volumen. Las nuevas correas de enrollado reducen las cargas de contacto en más de un 50 % en comparación con las antiguas. Estos cambios ayudan a mantener hasta un 4% más de volumen de tableros. Esto hace que el rollo gigante de pañuelos sea suave y fuerte.
Los operadores observan las señales clave durante el bobinado. Verifican la carga lineal, la tensión de la banda, el espesor, el rodillo esparcidor y la presión de corte. Cada signo afecta la tirada principal y la tirada gigante final. La siguiente tabla muestra cómo estas cosas cambian el proceso:
| Indicador de desempeño | Relacionado Defecto/Síntoma | Causa | Corrección/Impacto en el proceso de transición |
|---|---|---|---|
| Carga lineal al inicio del bobinado. | Arrugas del CD, manchas brillantes, rayones en la superficie. | Capas internas demasiado sueltas | Aumente la carga lineal para tensar las capas y mejorar la integridad del rollo. |
| tensión web | MD se divide, hay burbujas de aire debajo de la sábana superior | Perfil de espesor deficiente, mal funcionamiento del rodillo esparcidor | Aumente la tensión de la red para reducir las divisiones y el atrapamiento de aire. |
| Perfil de espesor | División MD, desplazamiento escalonado en un lado | Grosor desigual o errores de corte de bordes | Perfil de espesor correcto para garantizar una distribución uniforme de la presión. |
| Función de rodillo esparcidor | MD se divide | Rollo esparcidor que funciona mal | Ajuste o repare el rodillo esparcidor para mantener la planitud y la tensión de la banda |
| Presión de pellizco | Pérdida de masa durante el bobinado y el bobinado. | Carga de contacto excesiva | Controle la presión de contacto para preservar el volumen de la placa durante la transición |
Los operadores también verifican la pérdida del calibre, el acabado de la superficie y el espesor del recubrimiento. Si todo va bien, la pérdida de calibre se mantiene entre el 10% y el 12%. Una mala tracción o demasiada presión pueden aumentar la pérdida entre un 16% y un 20%. La buena tracción y la ausencia de tambores resbaladizos ayudan a mantener el rollo gigante firme y uniforme.
Consejo: enrollarlo con cuidado mantiene el rollo gigante suave y resistente. Esto hace que sea más fácil convertirlo en productos terminados.
Después del bobinado, el rollo principal pasa a la línea de conversión. Aquí, sistemas inteligentes como PLC y pantallas táctiles observan y cambian el proceso de inmediato. La alimentación y el rebobinado automáticos del núcleo agilizan las cosas y reducen los errores. Estos pasos ayudan a hacer un buen rollo gigante de pañuelos de papel con menos desperdicio.
El control de calidad de la IA utiliza sensores y cámaras para encontrar problemas rápidamente. Esto garantiza que cada rollo gigante de pañuelos de papel cumpla con altos estándares. Los motores que ahorran energía utilizan menos energía pero mantienen un alto rendimiento. Los operadores cortan, doblan, graban y perforan con cuidado para utilizar menos materia prima y evitar desperdicios. El mantenimiento predictivo y las comprobaciones en tiempo real mantienen la línea funcionando bien y detienen el tiempo de inactividad.
El proceso de conversión tiene estos pasos:
Desenrollar el rollo de padres
Estampado y perforación para textura y líneas de desgarro.
Plegado y rebobinado para hacer el rollo gigante de pañuelos.
Embalaje para envío
Los controles de calidad analizan la suavidad, la resistencia y la absorbencia. El embalaje mantiene el rollo gigante seguro durante el envío y el almacenamiento. Bien La producción de rollos gigantes de papel tisú necesita todos estos pasos para producir rollos estables y de alta calidad.
Nota: Las líneas de conversión modernas ayudan a fabricar rollos gigantes de papel tisú de forma rápida y con poco desperdicio. Esto apoya tanto la calidad como el cuidado del medio ambiente.
El control de calidad garantiza que cada rollo gigante de pañuelos sea bueno. Los trabajadores utilizan máquinas especiales para revisar el tejido en cada paso. Prueban la suavidad, la resistencia, el grosor y qué tan bien absorbe el agua. Estas pruebas ayudan a los trabajadores a encontrar problemas temprano y solucionarlos rápidamente.
Muchas fábricas utilizan sistemas automáticos para mantener una alta calidad y un nivel bajo de desperdicio. Por ejemplo:
Los rebobinadores pueden cambiar los rollos por sí mismos y cambiar configuraciones como el tamaño del núcleo y la tensión del rollo. También cuentan con sistemas que detectan problemas rápidamente.
Las sierras para troncos cortan rollos de tejido con hojas afiladas y rápidas. Estas máquinas se aseguran de que cada rollo tenga el mismo tamaño y forma.
Los estampadores presionan patrones en el tejido. Esto suaviza el tejido y le ayuda a absorber más agua.
Los desenrolladores utilizan controles de tensión para mantener el tejido plano y suave.
Los acumuladores funcionan como amortiguadores, por lo que las máquinas siguen funcionando si una pieza se detiene.
Las fábricas siguen reglas estrictas, especialmente para los tejidos médicos. Estas reglas ayudan a mantener el pañuelo seguro y limpio para que lo utilicen las personas.
Consejo: Las pruebas periódicas y los controles de las máquinas ayudan a mantener estable la calidad del tejido y reducir el desperdicio.
Después de las pruebas, los trabajadores preparan los rollos gigantes de papel tisú para enviarlos. Usan selladores de cola para pegar o sellar con calor el extremo de cada rollo. Esto evita que el tejido se deshaga durante el transporte. Un buen sellado protege el tejido y facilita el envasado.
Los equipos de embalaje envuelven los rollos gigantes en materiales protectores resistentes. Ponen etiquetas en cada rollo con detalles como tamaño, peso y número de lote. Esto ayuda con el seguimiento y el control de calidad.
Las áreas de almacenamiento deben estar limpias y secas. Los trabajadores apilan los rollos gigantes con cuidado para evitar daños. Utilizan bastidores o paletas para mantener los rollos alejados del suelo. Un buen almacenamiento mantiene el pañuelo fresco y listo para ser entregado.
Nota: El embalaje y almacenamiento cuidadosos protegen el pañuelo del polvo, el agua y los daños, para que los clientes obtengan productos de alta calidad.
Hacer un rollo gigante de papel de seda tiene muchos pasos. Primero, los trabajadores escoger la materia prima . Luego, hacen pulpa y refinan. A continuación, forman la lámina, la prensan y la secan. Después de eso, se produce el crepado, el bobinado y la conversión. Por último, existe un control de calidad para comprobar el tejido.
Cada parte del proceso cambia qué tan suave, fuerte o absorbente es el tejido.
Observar de cerca cada paso ayuda a las empresas a fabricar buenos tejidos y funcionar bien.
Al elegir un proveedor o cómo fabricar pañuelos de papel, los compradores deben comprobar cada paso. La buena calidad y el buen trabajo necesitan un fuerte control de principio a fin.
Un rollo gigante de papel de seda es un rollo grande y continuo de papel de seda. Las fábricas utilizan estos rollos para fabricar productos de papel tisú más pequeños, como papel higiénico, servilletas o pañuelos faciales.
Los fabricantes utilizan pulpa de madera dura para darle suavidad y volumen. Utilizan pulpa de madera blanda para mayor resistencia. Mezclar ambos tipos ayuda a crear un tejido que se siente suave pero que no se rasga fácilmente.
El crepado hace que el papel de seda sea suave y esponjoso. El proceso añade pequeños pliegues al papel. Estos pliegues ayudan al tejido a absorber más agua y a sentirse suave con la piel.
Los trabajadores realizan pruebas de suavidad, resistencia, espesor y absorbencia. Las máquinas comprueban estas características durante la producción. Las pruebas periódicas ayudan a detectar problemas a tiempo y mantienen alta la calidad del tejido.
Los rollos gigantes de papel tisú necesitan un área de almacenamiento limpia y seca. Los trabajadores apilan rollos en paletas o estantes. Un buen almacenamiento protege el tejido del polvo, el agua y los daños.













